Затяжка головки блока цилиндров: пошаговая инструкция, особенности, устройство, советы мастеров. правильная затяжка болтов гбц последовательность затягивания болтов головки
Содержание:
- Регулировка клапана на ЯМЗ 236: принципы и особенности
- Последовательность затяжки болтов ГБЦ двигателя ЯМЗ 236.
- В каких случаях производится затяжка ГБЦ?
- Система питания двигателя
- Регулировка затяжки
- Замена прокладки ГБЦ МАЗ
- Установка двигателя на место разборки
- Момент затяжки ГБЦ на ВАЗ 2109, замена прокладки своими руками, необходимый инструмент
- Общие правила по использованию инструмента
- Притирка клапанов
- Резюме
- Особенности выполнения работ на примере некоторых авто
- Причины поломок прокладки ГБЦ ДВС на МАЗ:
- Порядок протяжки головки блока цилиндров ЯМЗ 236
Регулировка клапана на ЯМЗ 236: принципы и особенности
Размеры зазоров не должны отличаться друг от друга, разрешенный диапазон составляет 0,25-0,30 мм. Регулировка производится в установленном диапазоне и не должна превышать допустимых значений. В некоторых случаях после настройки данные параметры могут поменяться после движения коленчатого вала, но зазоры должны быть не меньше 0,2 мм и не больше 0,35 мм. Максимально допустимое значение – 0,4 мм – может появиться вследствие интенсивной эксплуатации, но как только размер зазора превысил эту планку, необходимо произвести регулировку.
Обязательным требованием является проведение настройки клапанного привода на холодном двигателе. Тепловое расширение способно деформировать стенки рабочих механизмов, и выставить зазор нужной величины практически невозможно. Если регулировку нужно произвести быстро, приступать к работам можно только через 15 минут после того, как двигатель был выключен. К этому моменту механизм успеет остыть, и появится возможность получить точные измерительные данные зазоров, которыми обладает обратный клапан ЯМЗ 236.
Последовательность затяжки болтов ГБЦ двигателя ЯМЗ 236.
Практически все грузовики имеют одинаковую последовательность затяжки болтов на ГБЦ одинаковый. Сначала закручивают болты посредине обоих рядов. Далее проводится затяжка болтов, расположенных напротив. Необходимо помнить, что V-образный ЯМЗ-236, как и любой другой многоцилиндровый двигатель имеет определённый порядок работы цилиндров. Затяжка должна проводиться строго в соответствии с описанным правилом и в несколько подходов:
- Усилие 5 кгс*м.
- Усилие 10 кгс*м.
- Усилие 18 кгс*м.
- Усилие 26 кгс*м.
Основные ошибки при затяжке болтов на ГБЦ ЯМЗ 236.
Если при работе не применять специальный инструмент, то можно провести неравномерную затяжку болтов, что приведет в дальнейшем к изгибанию поверхности головки, либо прорыву отработавших газов, масла, топливной смеси или тосола. Вместе с этим жидкости могут проникнуть в водяную рубашку и систему смазки. Это приведет к необходимости дорогостоящего ремонта в дальнейшем.
Так же в список ошибок входит перетяжка крепежных элементов, использование изношенных головок и динамометрических ключей. Применение нестандартных крепежных деталей для ГБЦ ЯМЗ 236 не допускается.
Правильное выполнение процедуры затягивания крепежных болтов, а также точного силового момента обеспечивает надежную и длительную работу мотора. Система ГРМ играет главную роль в работе силового агрегата, поэтому нарушать правила затягивания крепежных элементов ГБЦ двигателя ЯМЗ 236 нельзя. Помимо этого, нужно перед затяжкой болтов предварительно смазать их моторным маслом. Достаточно нанести небольшой объем масла на резьбовую часть.
В каких случаях производится затяжка ГБЦ?
При текущем и любом другом ремонте двигателя автомобиля, а также замене прокладки, необходимо проводить затяжку гаек с силовым моментом 235-245 Нм (24-26 кгс*м) начиная от середины головки блока и далее к краям
Важно помнить, что для силовых агрегатов ЯМЗ 236 евро с металлической прокладкой в силу её конструктивных особенностей не допускается подтяжка болтов
Стоит учитывать, что для замены прокладки необходимо иметь специальное оборудование и необходимый инструмент. Помимо этого, ремонт должен проводиться при хорошей погоде или в тёплом гараже, помещении. Окружающая температура оказывает большое влияние на установку головки блока цилиндров мотора ЯМЗ 236. Помимо этого протяжка болтов проводится при прохождении технического обслуживания. При проведении регулировки зазора клапанов ГРМ двигателя рекомендуется проводить профилактическую протяжку. Появление влаги в области крепежа и блока так же свидетельствует о необходимости протяжки. Данное явление характерно при утечке масла
Внимательный водитель обязан сразу обратить внимание на состояние ГБЦ, если требуется постоянное добавление масла или тосола в систему. Перегревание мотора может привести к деформации деталей силового агрегата, что влечет за собой необходимость дополнительной протяжки
Используемый инструмент.
Для затягивания крепежных элементов ГБЦ потребуется торцевая головка необходимого размера и динамометрический ключ. Он бывает следующих видов:
- Щелчкового типа. Данный инструмент применяется для оперативной затяжки. При достижении заданного усилия ключ издает характерный звук-щелчок. Появление повторных звуков сигнализирует о необходимости остановки затяжки. Если настроить ключ правильно, то погрешность работы не превысит 5 %.
Ключ щелчкового типа
- Стрелочный ключ представляет собой рычаг со шкалой момента и стрелкой. Простота использования является главным отличием такого ключа, однако его погрешность может достигать 20 %. Потеря упругости стали делает невозможным регулировку стрелочного ключа.
Ключ стрелочный
- Цифровой ключ считается самым точным инструментом. Он практически не имеет погрешности.
Ключ цифровой
Не рекомендуется использовать обычные накидные ключи или простые головки, так как можно сорвать резьбу или провести неправильную затяжку ГБЦ.
Система питания двигателя
Система питания оборудована топливоподкачивающим насосом высокого и низкого давления с непосредственным впрыском воздушно-газовой смеси. Насос располагается между двумя рядами цилиндров. Вал насоса крутится с частотой, в два раза меньшей, чем коленчатый, и обеспечивает подачу порции топлива в точно рассчитанные моменты.
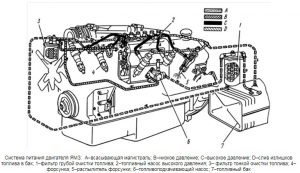 Система питания двигателя ЯМЗ-236
Система питания двигателя ЯМЗ-236
Блок отливается из высокопрочного чугуна. Для снятия температурных напряжений в металле и сохранения его точной конфигурации он обработан специальной техникой старения. Для размещения шатунного механизма камеры сгорания сдвинуты друг против друга на определенное расстояние.
Головки цилиндров имеют по два клапана, снабженных пружинами. Соединяясь с клапаном специальными замками, тарелки пружины обеспечивают его вращение. Клапанные седла изготавливают из сплавов чугуна, обладающих высокой жаропрочностью. Клапанная крышка отлита из стали, под ней находится прокладка-сэндвич.
В газораспределительном механизме применяются специальные качающиеся толкатели с роликами. Привод клапанов выполняется кулачками распределительного вала, штангами и коромыслами. Материалом служит:
- для распредвала — углеродистая сталь;
- толкателей – сталь, их получают методом штампования;
- впускных клапанов – жаропрочная сталь;
- выпускные – сварные, их тарелочки тоже выполнены из твердых сплавов.
Регулировка затяжки
Итак, если решили заняться затяжкой винтов ГБЦ и регулировкой момента, то нужно соблюдать определенный порядок и последовательность. Болты крепления ГБЦ не должны быть слишком затянуты или не дотянуты. Усилие нужно прикладывать, но не увлекаться. Если не имеете опыта, то за помощью лучше обратиться к профессионалам.
Инструменты
Динамометрический ключ, необходимый для затягивания элементов ДВС Несмотря на то что этот процесс ремонтных работ требует особенного индивидуального подхода, подготовка к нему проходит быстро. Все потому что для этого не надо подготавливать целый набор инструментов. Если решили заняться этим самостоятельно, то понадобится приготовить только динамометрический ключ.
В хозяйстве такой ключ вряд ли получится найти, придется его приобретать в магазине. Сегодня средняя стоимость такого инструмента составляет около 800 рублей (250 гривен). Это более дешевый вариант. Можно приобрести и профессиональный ключ, его стоимость составляет около 1 500 рублей (500 гривен) и больше.
Схема затяжки
Так выглядят штифты головки двигателя Рассмотрим схему процесса. Сразу же отметим, процедура затяжки осуществляется в несколько этапов, каждый имеет определенные шаги. При первом этапе порядок действий такой:
- Если не знаете, какой должен быть порядок затяжки, то все элементы необходимо закрепить моментом 3,5 — 4,1 кгс*м;
- На следующем этапе эти элементы нужно закрепить, чтобы момент составлял 10,5 — 11,5 кгс*м;
- Последний, одиннадцатый болт нужно закрутить моментом 3,5 — 4,0 кгс*м.
Что касается второго этапа работ, то он осуществляется в несколько шагов:
- Сначала нужно соблюдать момент обтяжки, он должен составлять 2,0 кгс*м;
- После этого элементы ГБЦ необходимо провернуть на 90 градусов;
- Затем следует еще раз довернуть их на 90 градусов.
Этапы
Номерами отмечены винты под демонтированной крышкой блока, которые надо затянуть Рассмотрим поэтапную инструкцию по затягиванию болтов. Как сказано выше, она будет индивидуальна для каждого транспортного средства. Поэтому, если хотите заняться этим делом самостоятельно, то вам в любом случае необходима сервисная книжка к своему авто. В частности, вам потребуется:
- ознакомиться с процессом и схемой затягивания винтов ГБЦ в своей машине;
- также необходимо знать время силы для затягивания винтов ГБЦ;
- ознакомиться со штифтами, которые используются для затягивания, возможно, они имеют специфическую форму или другие нюансы, которые следует учесть.
Процесс затягивания штифтов головки при помощи динамометрического ключа Как сказано выше, процедура по затягиванию штифтов ГБЦ происходит в несколько этапов. Рассмотрим этот процесс на примере автомобиля ВАЗ 2109:
- Все регулировочные штифты следует затянуть таким образом, чтобы момент был равен 2,0 кгс*м.
- Затем эти же винты нужно закрепить. Для этого момент должен быть равен примерно 8 кгс*м.
- Все винты следует провернуть, но не более, чем на 90 градусов.
- Затем нужно довернуть штифты не более, чем на 90 градусов.
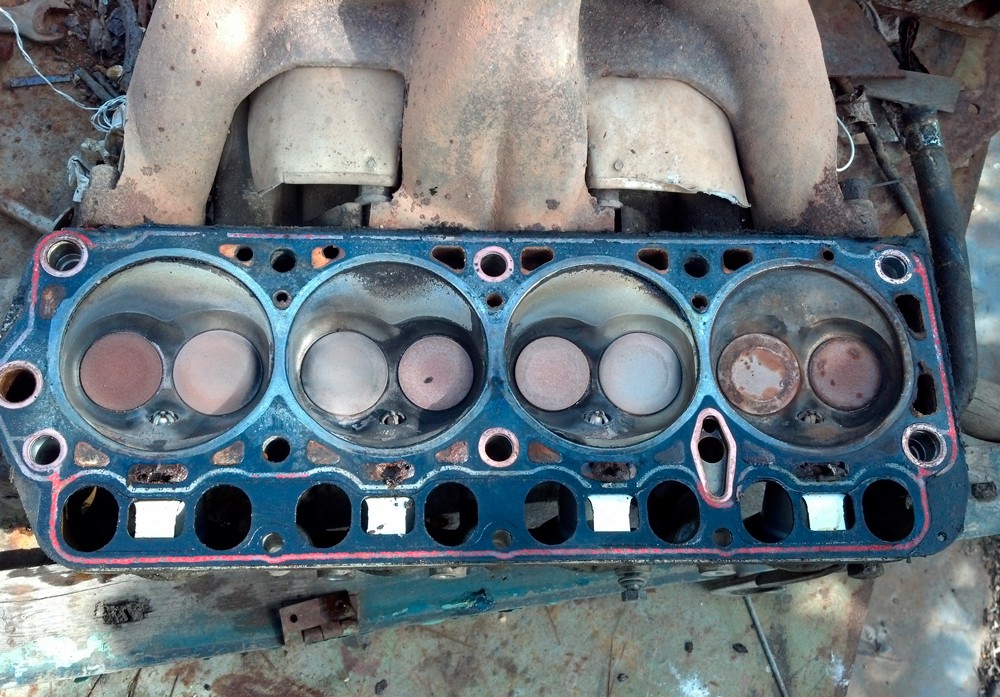
Замена прокладки ГБЦ МАЗ
Не рискуйте своим двигателем – если вовремя не сделать замену изделия, может возникнуть поломка других деталей.
Ниже вы увидите небольшой отчет по проделанной работе одно из владельцев белорусского автомобиля МАЗ.
Итак, как и описывали выше, о поломке прокладки ГБЦ ДВС на МАЗ указывала течь тосола.
- выполнили слив жидкости;
- демонтировали клапанную крышку и трубопроводы;
- сняли обратку.
Для замены прокладки ГБЦ МАЗ открутили гайки, которыми закреплены оси коромысел. Только после этого перешли к демонтажу самих коромысел, штанги.

Работали с прокладкой ГБЦ Евро 3 недолго.
Однако замена требовала соблюдения одно правила – когда вы откручиваете головку, запомните направление. При затяжке используйте это же направление.
На фото ниже запечатлен процесс снятия головки.

После покупки прокладки ГБЦ 260 или 240 начинаем сборку в обратном порядке.

Для удобства прикрепляем схему, на которой изображена последовательность затяжки головки.

После правильной сборки и замены прокладка ГБЦ ДВС на МАЗ не должна греться и быстро изнашиваться.
Но мы рекомендуем вам на всякий случай возить запасную, на всякий случай.
Если вы не знаете, как правильно выбрать и купить прокладку головки блока цилиндров МАЗ, звоните, мы все подскажем.
В нашем каталоге найдете только качественные детали по приятным ценам.
И напоследок – интересное видео по шлифовке ГБЦ.
В гаражных условиях повторить нереально : )
Установка двигателя на место разборки
При снятии и установке двигателя на место разборки, желательно чтобы основание было крепкое (к примеру асфальт или плиты). Лучше первый раз опустить на что то мягкое (например, старый баллон) и на левой стороне выкрутить болты, стягивающие крышки коренных подшипников.
Затем, перецепить стропы или чалку за одну головку (за передний и задний рым болт) и подготовить старую гильзу цилиндров или кусок бруса по длине гильзы.
Поднимать двигатель лучше за правую головку, после чего опустить его на пол таким образом, чтобы противоположная головка опиралась на коллектор, а разъем блока по поддону опирался на вертикально поставленную гильзу в середине блока. Под коллектор следует положить доску дюймовку.
Момент затяжки ГБЦ на ВАЗ 2109, замена прокладки своими руками, необходимый инструмент
По истечению эксплуатационного периода или при нарушении целостности прокладки головки блока цилиндров, элемент подлежит обязательной замене.
Основной признак неисправности, износа прокладки — это образование течи ОЖ и масла в местах соединения блока двигателя и ГБЦ.
Уплотнители ГБЦ
Замена
Чтобы поменять прокладку, вам потребуется демонтировать узел, избавиться от изношенной прокладки ГБЦ и собрать конструкцию в обратной последовательности, соблюдая рекомендации относительно моментов затяжки болтов ГБЦ. Обо всем этом расскажем более подробно.
Отключите проводку от датчика температуры охлаждающей жидкости и датчика аварийного давления масла.
Снимите термостат, только не забудьте перед этим слить ОЖ.
Демонтируйте корпус воздушного фильтра. Снимать карбюратор не нужно, ибо мешать замене прокладки он не будет.
Отключите приемную трубу глушителя от выпускного коллектора.
Снимите шестеренку привода распредвала, предварительно установив поршень первого цилиндра в положение ВМТ. Теперь можно снять защитный кожух ремня привода распределительного вала, ослабить крепежные болты фиксации шестерни, зафиксировав шестеренку от проворачивания.
Снимите ремень привода распредвала. Затем можно уже полностью открутить крепежные болты и снять шестерню.
Отожмите фиксатор, чтобы отключить колодку проводов от распределителя зажигания.
Аналогичным образом отключите центральный высоковольтник.
Ослабьте хомуты, чтобы снять шланг подвода горючего из топливной помпы.
Отключите от карбюратора тяги привода заслонок — дроссельной и воздушной.
Отключите питающую проводку от электромагнитного клапана.
Снимите шланг вакуумного усилителя с патрубка впускной трубы.
Отключите трубку от вакуумного корректора зажигания.
Ослабьте натяжение хомутов, чтобы снять шланги отопления салона с патрубков.
Снимите ГБЦ. Используя головку с удлинителем, откручиваются крепежные болты.
Немного раскачайте головку рывками, после чего снимите элемент.
Удалите старую прокладку, зачистите ее от остатков резинового уплотнителя и прочих загрязнений. Тщательно протрите насухо, после чего можно выполнять обратную сборку.
Перед сборкой проверьте, соответствует ли нормальным значениям длина болтов для крепления головки блока цилиндров. В идеале их длина составляет 135,5 миллиметра. Если болты удлинились в процессе эксплуатации, тогда придется заменить все болты.
Процедура замены
Затяжка
Выполнить обратную сборку узла, если четко следовать инструкции по демонтажным работам, особых проблем не составит.
Невероятно важным моментом замены прокладки ГБЦ и всех прочих мероприятий, связанных со снятием головки, является правильная регулировка и затяжка болтов.
Подтяжка болтов выполняется строго динамометрическим ключом, который позволит контролировать момент натяжения.
Вот несколько рекомендаций по использованию этого специализированного ключа и проверке текущего состояния натяжения:
- Установите держатель в нулевом положении. Это будет говорить о том, что сейчас данные ключа равны моменту исходной позиции;
- Посмотрите на показатели динамометрического инструмента при начале затяжки болтов;
- Вращайте держатель, следите за показателями;
- Если момент не меняется, то крепеж может поддаваться растяжению, что является нормальным явлением. Именно так должно происходить;
- Если момент быстро увеличивается, следует достичь движения болта. То есть растяжение держателя малое, нужно стабилизировать.
Золотые правила затяжки
Чтобы правильно осуществить обратную сборку головки блока цилиндров, вам нужно придерживаться золотых правил:
- Строго ориентируйтесь на данные по моменту затяжки, соответствующие автомобилю ВАЗ 2109;
- Регулировку выполняйте только с помощью динамометрического ключа. Другие инструменты получить нужный результат не позволяют;
- Для установки ГБЦ используйте только исправные болты, которые соответствуют требованиям вашего двигателя, установленного на ВАЗ 2109;
- Перед работой убедитесь, что держатели находятся в исправном состоянии.
Проверка болтов
Общие правила по использованию инструмента
Сам инструмент представляет собой стержень с рукояткой на одном конце, и с индикаторным механизмом на другом. На рабочем конце рукоятки устанавливается торцевая головка или присоединительное гнездо для рожковой насадки (гаечной либо накидной насадки).
В ключах предусмотрены индикаторные механизмы и регулировочные, как с предохранителем от перетяжки, так и без них.
Далее рассмотрим разновидности динамометрических ключей, которые чаще всего используются в работе.
Щелчкового типа
Часто автомобилисты приобретают именно такой ключ из-за высокой точности измерения, прочности и наличием удобной шкалы с настройкой. Таким ключом невозможно перетянуть резьбу, так как предусмотрен предохранитель.
Главное знать, как правильно работать с изделием данного типа. Суть заключается в необходимости заранее выставить нужное значение максимального усилия (момента затяжки).
Далее производится обычное затягивание соединения (болта или гайки) до тех пор, пока не появится хорошо слышимый щелчок. Данный звук сигнализирует о достижении требуемого параметра. Примечательно, что дальше прибор перейдет в режим «проскальзывания» и перетянуть соединение не получится.
Видео: «Как пользоваться ключом щелчкового типа»
Как пользоваться шкалой:
Торсионного типа со стрелкой-указателем
Такие ключи имеют характерную особенность – крупные габаритные размеры. Непосредственно у самой рукоятки имеется шкала, по которой и производятся необходимые измерения. Предварительно настроить данный ключ не получится, результат затяжки достигается по факту.
Рекомендуется использовать только в машинах и механизмах, где предусмотрен средний уровень точности затяжки.
При использовании стрелочного инструмента рукоятка перемещается относительно шкалы в направлении приложения усилия. Стрелка остается неподвижной.
Чтобы максимально точно произвести замер, необходимо выполнить пошагово следующие действия:
- Заранее найти на шкале место, которое должна достичь стрелка в момент прикладывания максимального усилия;
- Осуществлять затяжку плавно и последовательно, достигая заданного положения на шкале;
- Если необходимо применение дополнительного усилия, инструмент снимается, производится затягивание обычным ключом и повторная проверка.
Видео: «Как пользоваться ключом стрелочного типа»
Динамометрический электронный прибор
Применение данного инструмента обосновано при сборке оборудования, требующего высокой точности затяжки. На ЖК-дисплей выводится информация (момент затяжки в Н·м). Преимущество моделей – в возможности сохранения настроек при работе.
Установка данных осуществляется по инструкции при помощи специальных кнопок. Удобно и достаточно просто, а экономия времени – огромная. Выгодно использовать такие девайсы на конвейерной сборке, когда необходимо выполнять повторяющуюся операцию многократно.
Сигнализирует при достижении заданного момента затяжки с высокой точностью. Существуют так же специальные электронные адаптеры, которые устанавливаются на ключ-трещотку.
Видео: «Как пользоваться ключом электронного типа»
С рожковыми насадками
Данные ключи имеют принцип работы аналогичный стрелочному типу, но иной внешний вид. Разница в достижении более точных результатов. Фиксация момента затяжки достигается поворотным механизмом с пружиной спирального типа.
К этому механизму присоединен стрелочный индикатор с измерительной шкалой в Н·м. Поворачивание рычага происходит по принципу, аналогичному для работы с гаечным. Слесарь создает необходимую величину усилия, которая отображается на шкале за счет отклонения стрелочного индикатора.
Притирка клапанов
Перед разборкой головок цилиндров очистить их от масла и нагара и пометить порядковые номера клапанов на торцах тарелок для того, чтобы при сборке установить их на свои места.
Для рассухаривания клапанов необходимо головку цилиндров без форсунок, коромысел, осей коромысел и шпилек крепления осей коромысел установить привалочной поверхностью на плиту так, чтобы обеспечить упор для клапанов.
Рассухаривание выполнять с помощью приспособления, изображенного на рис. 5.
Для этой цели ввернуть упорный болт 1 приспособления в отверстие под шпильку крепления оси коромысла, нажимную тарелку 2 приспособления установить на тарелку пружин соответствующего клапана и, нажимая на рукоятку 3 рычага приспособления, отжать пружины клапана, вынуть сухари и снять все детали клапанного узла.
Таким же путем последовательно рассухарить все остальные клапаны и снять пружины клапанов и сопряженные с ними детали.
Повернуть головку цилиндров и вынуть клапаны из направляющих втулок. Клапаны и седла тщательно очистить от грязи, нагара и масляных отложений, промыть в керосине или специальном моющем растворе, высушить и осмотреть для определения степени ремонта.
Восстановить герметичность клапана притиркой возможно только при наличии незначительных износов и мелких раковин на рабочей фаске и лишь в том случае, если тарелка и стержень не покороблены и нет местных прогаров на фасках клапана и седла.
При наличии таких дефектов притирке должны предшествовать шлифовка седел и клапанов или замена неисправных деталей.
Для притирки клапанов использовать специальную притирочную пасту, приготовленную путем тщательного перемешивания трех частей (по объему) микропорошка зеленого карбида кремния с двумя частями моторного масла и одной частью дизельного топлива.
Перед употреблением притирочную смесь тщательно перемешать, так как при отсутствии механического перемешивания микропорошок способен осаждаться.
Установить головку цилиндров на плиту или специальное приспособление привалочной поверхностью кверху.
Нанести на фаску клапана тонкий равномерный слой притирочной пасты, смазать стержень клапана чистым моторным маслом и установить его в головку цилиндров.
Допускается наносить пасту на фаску седла.
Притирку выполнять возвратно-вращательными движениями клапанов при помощи специального приспособления или дрели с присосом.
Нажимая на клапан с усилием 20…30 Н (2…3 кгс), повернуть его на ⅓ оборота в одном направлении, затем, ослабив усилие, на 1/4 оборота в обратном направлении.
Нельзя выполнять притирку круговыми движениями.
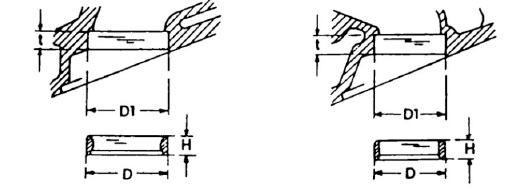
Периодически поднимая клапан и добавляя на фаску пасту, продолжать притирку, как указано выше, до тех пор, пока на фасках клапана и седла не появится непрерывный матовый поясок шириной «А» не менее 1,5 мм (рис. 6).
Разрывы матового пояска и наличие на нем поперечных рисок не допускается.
При правильной притирке матовый поясок «А» на фаске клапана седле должен начинаться у большего основания конуса, как показано на рисунке 6.
После окончания притирки клапаны и головку цилиндров тщательно промыть керосином или специальным моющим раствором и высушить.
Внимание! Наличие даже незначительных остатков притирочной пасты на клапане или головке цилиндров могут привести к надиру и ускоренному износу гильз цилиндров и поршневых колец. Клапаны, пружины и детали их крепления установить на головку цилиндров и засухарить клапаны, используя приспособление (см
рис. 5)
Клапаны, пружины и детали их крепления установить на головку цилиндров и засухарить клапаны, используя приспособление (см. рис. 5).
Качество притирки сопряжения клапан-седло проверить на герметичность путем заливки керосина или дизельного топлива, заливая его поочередно во впускные и выпускные каналы.
Хорошо притертые клапаны не должны пропускать керосин или дизельное топливо в течение одной минуты.
Допустима проверка качества притирки карандашом.
Для этого поперек фаски притертого чистого клапана мягким графитовым карандашом нанести через равные промежутки 10 – 15 черточек, после чего осторожно вставить клапан в седло и, сильно нажимая к седлу, повернуть его на ¼ оборота. При хорошем качестве притирки все черточки на рабочей фаске клапана должны стереться
При хорошем качестве притирки все черточки на рабочей фаске клапана должны стереться.
При неудовлетворительных результатах проверки качества притирки ее необходимо продолжить.
Резюме
Перекрыв подачу топлива, демонтировав клапанную крышку и проверив затяжку осей коромысел ГРМ, приступают к регулировке выпускного и впускного клапанов ЯМЗ 238 согласно установленного диапазона (0,25-0,3 мм):
- вращая коленвал за шкив или маховик, выставить клапаны исследуемого цилиндра в такт сжатия;
- проверить зазор, вставив щуп между качающимся рычагом и торцом клапана;
- ослабить гайку подналадочного винта;
- снова смонтировать щуп;
- вращением винта добиться рекомендуемой величины тепловой компенсации;
- зажать гайку;
- вновь проверить регулируемую величину щупом, при необходимости – повторить;
- произвести дальнейшую наладку в порядке 5-4-2-6-3-7-8;
- провернуть коленвал и вновь идентифицировать расстояние (допускается 0,20…0,35 мм);
- пустить двигатель и удостоверится в отсутствии стуков;
- установить крышки ГБЦ.
Особенности выполнения работ на примере некоторых авто
В качестве доказательства суждения, что у каждой силовой установки существуют свои особенности затяжки ГБЦ, рассмотрим нюансы выполнения работ на конкретных моделях.
ВАЗ-2112 16 клапанов
Ряд модификаций ВАЗ-2112 комплектовался двумя типами 16-клапанных силовых установок (заводские индексы — 21120 и 21124). У этих двух моторов, несмотря на некоторые конструктивные особенности, технология затяжки головки блоки идентична.
На этих агрегатах используются растягивающиеся болты длиной 93 мм. При этом допускается повторное использование крепежей, но при одном условии – если их длина не превышает 95 мм (если она больше – их следует заменить). Для крепления головки используется 10 болтов.
Затягивание осуществляется в три подхода:
- Болты согласно порядка заворачиваются с усилием 2 кг/м;
- Доворачивание на 90 град.;
- Повторная дотяжка на 90 град.
Схема протяжки показана ниже.
Между 2-м и 3-м подходом необходимо сделать 20-минутный перерыв.
Поскольку на указанных двигателях используются растягивающиеся болты, дополнительная дотяжка во время эксплуатации авто не требуется.
ВАЗ-2107
На ВАЗ-2107 все устанавливаемые модификации силовых агрегатов являются 8-клапанными.
Головка блока на них крепиться 11 болтами, 10 из которых являются основными, а 1 – вспомогательным боковым (устанавливается в боковом выступе).
На этом авто затягивание крепежей также выполняется в три подхода:
- 10 основных болтов согласно порядку затягиваются с усилием 3,5-4,0 кг/м;
- Те же болты дотягиваются с моментом 11,5-12,0 кг/м;
- Вспомогательный затягивается с усилием 3,5-4,0 кг/м.
Дополнительная затяжка ГБЦ при эксплуатации ВАЗ-2107 не требуется.
«Самара», 10-е семейство, Приора
На моделях семейства «Самара» (2108-21099), а также ВАЗ 2110-2112 с 8-клапанными агрегатами затяжка уже выполняется в 4 подхода:
- Затяжка с усилием 2,0 кг/м;
- Дотягивание с моментом 7,5-8,5 кг/м;
- Доворот на 90 град.;
- Повторное доворачивание на 90 град.
Перерыв между пунктами 3,4 20 минут.
Что касается ВАЗ «десятого» семейства, которые укомплектованы 16-клапанными моторами, то у них технология затяжки такая же, как и у ВАЗ-2112 (описано выше).
То же касается и Лада Приора, на 8-клапанных агрегатах используется метод с 4 подходами (ВАЗ 2108-21099), а на 16-клапанных – 3 подхода (ВАЗ 2112 с мотором на 16 клапанов).
«Волга»
На двигателях ЗМЗ-406, устанавливаемых на «Волгу», согласно технической документации автопроизводителя затягивание болтов головки блока двигателя осуществляется в два подхода:
- С усилием 4,0-6,0 кг/м;
- С моментом 13,0-14,5 кг/м.
Но многие автовладельцы этого авто отмечают, что такая технология не позволяет качественно притянуть ГБЦ, поэтому они используют методики с большим количество подходов.
Распространенным является перекрестный метод, выполняющийся в 4 этапа и с усилиями:
- 4,0-4,3 кг/м;
- 7,5 кг/м;
- 11,0 кг/м;
- 14,3-14,5 кг/м.
Последующая дотяжка болтов при эксплуатации на этом двигателе не требуется.
Причины поломок прокладки ГБЦ ДВС на МАЗ:
Прострел прокладки ГБЦ МАЗ возникает из-за прогорания поверхности запчасти. В результате появляются прогибы, вмятины, вогнутости, трещин.
Плохая затяжка болтов крепления ГБЦ.
Правильность затяжки также влияет на срок службы прокладки.
Крайне важно затянуть головку с усилием. Однако не следует перетягивать, иначе возникнет вероятность отрыва головы болта
Не важно, какая деталь стоит в вашем моторе: прокладка ГБЦ Евро 3 или прокладка ГБЦ Д 240 с фторсиликоном
Уделите повышенное внимание качеству самого материала. Лучше доверять заводским изделиям, которые найдете в нашем каталоге
Помните, лучше купить действительно хорошую деталь, которая прослужит вам долго, а не тратить деньги каждый месяц на новую дешевую прокладку.
Порядок протяжки головки блока цилиндров ЯМЗ 236
Мотор ЯМЗ-236 является одним из самых часто встречающихся силовых агрегатов, устанавливающихся на различную специальную технику и грузовые автомобили. За счет своей универсальности, хороших технических характеристик и отличной ремонтопригодности двигатель по праву заслужил репутацию надежного в эксплуатации мотора. Силовой агрегат имеет четырёхтактную систему, шесть цилиндров, 12 клапанов.
При ремонте двигателя ЯМЗ-236 нужно соблюдать технические требования и параметры, необходимые для точной работы силового агрегата. Соблюдая данные требования и выполняя рекомендациям завода-производителя, итогом ремонта будет исправный силовой агрегат. Обслуживание и ремонт двигателя должны проводить только квалифицированные специалисты, имеющие необходимые знания и практический опыт.