Как правильно хромировать металл?
Содержание:
- 1 Химический способ хромирования
- Режимы гальванического хромирования
- Покрытие твёрдым хромом.
- Особенности хромирования ванной
- Технология
- 2 Технология химического хромирования – подготовка к нанесению хрома
- Правила техники безопасности
- Оборудование и материалы для хромирования своими руками
- Назначение
- Рекомендации по уходу за хромированными кузовными элементами
- Двухслойные комбинированные покрытия
- 3 Подготовка растворов и хромирование
- Для чего нужен хромовый слой
- Виды хромирования
- Методы
- Черное хромирование
- Приготовление электролита
- Особенности гальванического хромирования
- Осуществление
- Порядок хромирования труб
1 Химический способ хромирования
Хромирование – это процесс нанесения хрома на металлическое изделие. Такая обработка позволяет существенно изменить или улучшить физико-химические характеристики поверхности детали, инструмента, иного объекта, а также придать последним привлекательный внешний вид. Поверхность хромированных изделий обладает высокой стойкостью к коррозии, жаростойкостью, износостойкостью, более технологичными электромагнитными и механическими свойствами.
Наиболее распространенными способами нанесения хрома являются электролитический и диффузионный. Химическое хромирование производится с помощью водных растворов при определенной температуре, в отличие от первых двух способов, не требует специального оборудования и позволяет получить необходимое покрытие для изделий любой формы на всей их поверхности, даже в полостях.

В основе этого процесса лежит химическая реакция, во время которой хром восстанавливается из растворов своих солей посредством гипофосфита натрия и ряда других химреактивов, а затем осаждается на металлическую поверхность. Именно наличие гипофосфита натрия во всех смесях, применяемых при химическом нанесении хрома, является главным отличием от любого состава химраствора хромирования установкой для электролитического способа получения такого покрытия.

При химическом методе получают слой хрома, который первоначально имеет серый цвет и приобретает требуемый блеск после полирования. Химический способ, по сравнению с электролитическим и диффузионным, позволяет нанести более качественное хромовое покрытие, в котором присутствует фосфор, значительно увеличивающий его твердость.
Режимы гальванического хромирования
Режимы нанесения гальванического хромового покрытия оказывают очень большое влияние на качество готового хромового покрытия и его защитно-декоративные свойства (в том числе и устойчивость к коррозии). Сразу после загрузки деталей в сульфатный электролит подается ток, превышающий в полтора раза расчетное значение тока (и поддерживается в течение 15 – 30 секунд). Это так называемый «толчок» тока, который необходим для того, чтоб улучшить кроющую способность сульфатных электролитов. Потом ток снижается до номинального. Особо необходим такой «толчок» тока, если гальваническое хромовое покрытие наносится на изделия из чугуна. Если покрытие наносится на детали, изготовленные из стали, то сначала подается противоположный ток (для анодного растворения пленок оксидов), а затем уже «толчок» тока в прямом направлении.
Покрытия, полученные в сульфатных электролитах при температуре 330 – 332К и плотности тока 30 – 50 А/дм2, будут отличаться высокой износостойкостью. Защитно-декоративные хромовые покрытия в сульфатных электролитах получают при температуре 320 – 325К и плотности тока 15 – 20 А/дм2. Молочный (матовый) слой формируется при плотности тока 25 – 35 А/дм2 и температуре 342 – 344К.
Пористые хромовые покрытия. На поверхности хромовых покрытий (кроме «молочных») в процессе их нанесения формируются поры и трещины, которые значительно снижают их защитные свойства. Но иногда просто необходимо, чтоб эти трещины и поры присутствовали. Кроме того, хромированную деталь подвергают дополнительной анодной обработке в том же электролите, в котором наносилось покрытие. Это проводится с целью расширения пор в покрытии. В большие поры заходят и удерживаются смазочные материалы. При катодной плотности тока 40 – 60 А/дм2 и температуре 325 – 331К получается наиболее развитая сетка каналов и пор на поверхности хромированной детали. Анодная обработка проводится в течение 10 – 12 минут.
Покрытие твёрдым хромом.
Покрытие твердым хромом происходит при температуре около 55 градусов по Цельсию и плотности тока от 30 до 150 Ампер на квадратный дециметр. Основными компонентами электролитического состава выступают хромовый ангидрид и концентрированная серная кислота. Плотность жидкости и концентрация элементов должны постоянно контролироваться и в случае нарушения пропорции корректироваться
Для гальванических реакций важно строгое соблюдение всех величин.
В процессе электролиза в растворе формируются различные примеси. Их своевременное удаление гарантирует высокое качество защитного слоя.
В зависимости от целей нанесение хромовые покрытия разделяют на следующие типы:
- декоративные;
- светоотражающие;
- антикоррозионные;
- твердые.
Последний вариант характеризуется многократным повышением твердости и износоустойчивости обработанных изделий.
Нанесение твердого хрома относится к электрохимическим методам обработки. Их особенностью служит прямое использование электрической энергии для химических или тепловых воздействий на изделия.
Особенности хромирования ванной
Это самый сложный технологический процесс, который зачастую выполняют в домашних условиях. Для услуги хромирование накладки на трубы в ванной, потребуется проведение работ непосредственно в месте установки сантехники. Чтобы выполнить качественно процесс хромирования как для накладки, так и для трубы потребуется соблюдение следующих требований:
- необходимо иметь специальную приспособления для химического процесса;
- необходимо предусмотреть теплоизоляцию, а также защитную крышку;
- нагревательный элемент должен иметь управление регулятора для температуры;
- необходимо предусмотреть подвешивающие механизмы для крепления деталей сантехники.
На завершающем этапе также потребуются емкости, в которых будет проводиться работа по травлению и промывки элементов сантехники, а также рабочих узлов, подключаемые к самой ванне.
Золочение и серебрение сантехники
В качестве дополнительного элемента придания декоративности сантехники, рекомендуем воспользоваться серебрением и золочением, с последующей металлизацией. Этот процесс имеет некоторые отличия от индивидуального хромирования элементов сантехники. Рекомендуем получить бесплатную консультацию нашего специалиста, который проведет расчет работы и подготовить коммерческое предложение.
Технология
Типичными являются следующие растворы для хромирования:
- Шестивалентный хром, чей основной ингредиент — хромовый ангидрид.
- Трехвалентный хром, чей основной ингредиент — Сульфат хрома или хлорид хрома.
Типичное содержание ванны с шестивалентным хромом:
- Хромовая кислота: 225—300 g/l
- Серная кислота: 2.25—3.0 g/l,
- Температура: 45 — 60 °C
- Плотность тока: 1.55—3.10 кА/кв.м. DC
- Аноды: свинец, содержащий до 7 % олова или сурьмы
Нарушение состава и температуры ванны легко приводит к разнообразным дефектам покрытия (пятна, матовость, отслаивание), разрушению свинцовой футеровки ванны. При превышении плотности тока на краях и углах деталей могут образовываться наросты-дендриты разнообразной формы — «сувениры из гальванического цеха».
Нанесение хрома на самопассивирующиеся металлы (алюминий, титан) затруднено и требует тщательной предварительной очистки травлением или производится по подслою другого металла (медь, никель). Может потребоваться подключение источника тока до помещения детали в ванну.
Хромирование стали по подслою улучшает антикоррозионные свойства покрытия, перекрывая естественные микропоры хрома; в то же время подслой никеля образует с хромом гальваническую пару и может корродировать сам по себе вплоть до отслаивания хрома. Для закрытия пор хрома может применяться насыщение поверхности плёнки лаками или маслами, в том числе при повышенной температуре или под вакуумом.
Полученный на деталях слой хрома, как правило, сравнительно хрупок, и для улучшения его свойств может применяться термообработка в виде длительной выдержки при температуре порядка 200°C.
Электролитическое хромирование пластмасс производится по предварительно напылённому или осаждённому слою другого металла, например, меди.
2 Технология химического хромирования – подготовка к нанесению хрома
Технология химического хромирования не требует значительных финансовых вложений, достаточно проста и может проводиться самостоятельно. Однако используемые химреактивы, растворы из них, испарения, образующиеся в процессе химических реакций, ядовиты и представляют опасность для здоровья. Поэтому хромирование необходимо проводить в помещении, которое хорошо проветривается и, желательно, оборудовано принудительной вентиляцией.
При приготовлении растворов для хромирования химическим способом и других смесей, применяемых во вспомогательных операциях, используют дистиллированную воду. Химреактивы необходимо брать чистые, имеющие на этикетке обозначение «Ч». Посуду для приготовления растворов и хромирования используют эмалированную или стеклянную.

Прежде чем начать хромирование, деталь обязательно тщательно очищают и обезжиривают. От качества проведения этих операций надежность и добротность будущего покрытия зависят в значительной мере. При необходимости изделие подвергают пескоструйной обработке, снимая лишние слои до основного металла, или шкурят наждачной бумагой. Удалению подлежат ржавчина, краска, грязь. Наилучших результатов хромирования можно добиться, если поверхность изделия отшлифовать, а затем отполировать. После этого деталь обезжиривают в следующем водном растворе:
- натр едкий – 100–150 г/л;
- сода кальцинированная – 40–50 г/л;
- клей канцелярский (силикатный) или «жидкое стекло» – 3–5 г/л.
Полученную смесь нагревают до 80–100 °С и держат в ней изделие, в зависимости от уровня загрязненности, от 15 минут до 1 часа. Чем чище и ровнее поверхность, тем надежнее, прочнее будет ее сцепление с покрытием. Затем обработанную и подготовленную деталь декапируют – дополнительно обезжиривают и активируют в специальном растворе. Перечень составов для декапирования указан в конце статьи.

Для алюминия и сплавов из него перед хромированием химическим способом проводят также еще одну обработку – цинкатную. Растворы для этой операции приведены после составов для декапирования. По завершении цинкатной обработки изделия промывают в воде и помещают в хромирующий раствор. Стальные детали перед хромированием обязательно омедняют – наносят на поверхность слой меди. Готовят для этого следующий водный раствор:
- медь сернокислая – 50 г/л;
- кислота серная концентрированная – 5–8 г/л.
Рабочая температура смеси 15–25 °С. Изделие погружают в раствор на 5–10 секунд, затем тщательно промывают в воде и сушат. Хромирование будет более качественным, если провести никелирование – стальную деталь не только омеднить, но и покрыть никелем, толщина слоя которого будет более 1 мкм. После этого приступают к хромированию.
Правила техники безопасности
- Устройство вентиляции в помещении мастерской. Открытием дверей и окон проблему не решить. Вмонтируйте в форточку обыкновенный кухонный вентилятор. Этого будет достаточно для любительской работы. Если же вы планируете работу в объемах частного предприятия, хромирование большого количества запчастей для автомобилей, декоративных предметов интерьера, то потребуется установка более эффективной и мощной вентиляции.
- Оборудование канализационных стоков. Работа потребует большого расхода воды для промывки деталей. Дополнительная очистка ее не нужна, так как она в химическом отношении инертна. А вот сток в канализационный канал должен быть оборудован обязательно.
- Чтобы не подвергать органы дыхания и кожу опасному воздействию реактивов, рекомендуется работать с применением защитных средств. Запаситесь респираторами, специальными защитными очками и прочным фартуком. Еще понадобится несколько пар резиновых перчаток.
Читать далее: Новый MG HS 2019-2020: характеристики, цена, фото и видео-обзор
При выполнении химической металлизации в личной мастерской не забывайте о строгом соблюдении технологии. Реактивы наносить на поверхность следует в указанной очередности. Затем следует нанесение тонкого слоя серебра. Этот металл безопасен в отличие от хрома и соединений. Финишный слой по характеристикам ни в чем не уступает хромированному.
Набор реактивов для металлизации состоит из модификаторов А и Б, восстановителя и активатора. В самом начале работы в указанном объеме дистиллированной воды разводятся реактивы. Пропорции строго соблюдаются. Хранить растворы следует в прохладном месте. Необходимые для работы лаки и пигменты покупать можно в том же магазине, где куплены реактивы.
Оборудование и материалы для хромирования своими руками
Чтобы выполнить хромирование деталей необходимо найти нежилое помещение с эффективной вытяжной вентиляцией, например такое, как гараж. В летний период можно проводить работы на открытом пространстве с навесом или крышей.
Потребность в наличии таких средств защиты обусловлена токсичностью образующихся в процессе хромирования испарений ввиду содержания в них кислотных паров. Это также определяет необходимость предусмотреть утилизацию остаточных продуктов.
К тому же в зависимости от выбранной технологии потребуется специализированное оборудование.
Для хромирования своими руками жидким методом оно представлено:
- нагревательным элементом (подойдет ТЭН);
- анодом пластинчатого или стержневого типа обычно из свинцово-сурьмяного сплава 93:7, реже из свинца;
- катодом в форме зажима для фиксации на обрабатываемом предмете;
- кислотоустойчивым термометром либо терморегулятором (требует соответствующей электронной схемы);
- кронштейном для удерживания предмета навесу;
- источником постоянного тока с регулировкой выходного напряжения, в качестве которой может служить реостат (от 18 А для 3 л);
- проводами (сечение выбирают на основе максимальной силы тока, но не менее 2,5 мм2).
Самодельный аппарат для хромирования
Основным инструментом для технологии напыления является гальваническая кисть. В домашних условиях применяют самодельные устройства. Это объясняется, прежде всего, очень высокой стоимостью промышленных аналогов. К тому же для них необходимы фирменные реактивы.
Для изготовления кисти потребуется:
- щетина;
- прозрачный цилиндр из стекла, пластика, полиэтилена либо пропилена произвольного размера;
- свинцовый провод;
- крышка с заливным отверстием и вклеенным металлическим контактом;
- свинцовая обмотка;
- источник питания мощностью до 1 кВт;
- выпрямитель тока в виде 12 В 50 А стабилизатора, который может быть представлен, например, трансформатором или аккумуляторным зарядным устройством;
- термометр для жидкостей с диапазоном 100°С;
- устройство подогрева электролита, например, внешний подогреватель для стеклянной ванночки либо ТЭН с керамической кислотной защитой (не обязательно, но способствует ускорению работ).
Обмотанную свинцовым проводом щетину нужно поместить в цилиндр. Сверху его закрывают крышкой с заливным отверстием и вклеенным металлическим контактом. К последнему припаивают свинцовую обмотку. В находящейся над щетиной пенопластовой мембране проделывают мелкие сквозные отверстия. Выпрямитель тока устанавливают плюсом к контакту крышки и минусом к обрабатываемому предмету.
Принцип функционирования такого устройства состоит в том, что наполняющий цилиндр электролит просачивается на щетину через мембрану. Нанесение на обрабатываемую поверхность осуществляется движением щетины.
Наконец, в любом случае требуется компрессор либо пылесос для удаления с рабочей поверхности пыли.
Назначение
Основная цель применения данной технологии состоит в создании декоративного покрытия. Помимо этого, хромирование обеспечивает защиту от воздействия реагентов и коррозии для металлических поверхностей, а также повышает прочность как металлических, так и пластиковых изделий. В домашних условиях обычно применяют декоративное хромирование.
Данная технология имеет обширное применение. Так хромирование используют для деталей транспортных средств, сантехники, элементов мебели и т. д.
Основной мотив самостоятельного выполнения рассматриваемых работ состоит в экономии.
Хромирование в декоративных целях
Хромирование деталей своими руками весьма распространено. Это объясняется простотой его для самостоятельного осуществления и дешевизной ввиду отсутствия необходимости наличия дорогого оборудования.
Рекомендации по уходу за хромированными кузовными элементами
Вне зависимости от вида покрытия, автомобиль следует мыть как можно чаще, не используя при этом воду под высоким давлением, потому что под таким напором частички грязи могут поцарапать поверхность. Но даже если вы регулярно моете машину, хромированные детали со временем все равно потеряют свой блеск, станут блеклыми и тусклыми. Чтобы избежать этого, а также защитить авто от внешних воздействий, надо отполировать хромированные поверхности. Уход за хромированными деталями автомобиля предполагает использование специальных полировочных смесей, в состав которых входят воск, масла и прочие компоненты.
Такая защита металла и пластика еще и сглаживает небольшие неровности покрытия. Отполировать хром поверхности можно при помощи пасты, аэрозоля, хороший результат дает жидкая полировка.
Состав не должен содержать ацетон, различные соли и прочие агрессивные компоненты. Пользуйтесь мягкой губкой или флисовой тканью. Хромированные диски колес регулярно вытирайте насухо. Для колесных дисков хорошая защита – нанесение слоя прозрачного лака.
Двухслойные комбинированные покрытия
Двухслойные комбинированные покрытия формируются для того, чтоб придать хромовому слою одновременно износостойкость и защитные свойства. Хороший вариант – это комбинация беспористого молочного хрома и износостойкого. Сначала при температуре 343К и катодной плотности тока 30 А/дм2 наносится слой молочного хрома, толщиной около 9 мкм. Этот процесс длиться около 20 – 30 минут. Далее электролит охлаждается до рабочей температуры 323 – 328К и изделие дальше хромируется при катодной плотности тока уже 45 – 55 А/дм2. Продолжительность второго процесса хромирования зависит от толщины слоя, который необходимо получить, а значит и от назначения хромированной детали. Для того, чтоб слой молочного хрома и износостойкого хорошо сцеплялись между собой, после нанесения первого проводят дополнительную обработку при 5 А/дм2.
3 Подготовка растворов и хромирование
Последовательность приготовления растворов следующая:
- все химреагенты для хромирования (за исключением гипофосфита натрия) смешивают или растворяют в воде;
- раствор нагревают до рабочей температуры;
- растворяют в разогретой смеси гипофосфит натрия.
В приготовленный раствор завешивают деталь, которую хромируют 5–8 часов (в зависимости от необходимой толщины слоя). На протяжении всего процесса поддерживают рабочую температуру химической смеси. Затем хромированные изделия извлекают, промывают в воде, а потом сушат. Для того, чтобы покрытие было безопасно (не содержало остатков химреактивов), рекомендуется деталь после промывания прокипятить в течение получаса в чистой воде.

Для покрытий из хрома требуется термическая обработка. Она повышает сцепление нанесенного слоя (слоев) с основным металлом за счет низкотемпературной диффузии. Термическая обработка хромовых покрытий заключается в нагреве деталей до температуры 400 °С с последующей выдержкой их при этом режиме в течение 1 часа. Закаленные хромированные изделия (ножи, пружины, рыболовные крючки и тому подобное) при такой температуре могут отпуститься – потерять свою твердость.

Поэтому для них низкотемпературную диффузию осуществляют при 270–300 °С в течение 3 часов. Термообработка также повышает твердость нанесенного хромового покрытия. После высыхания хромированных деталей на них виден серый «налёт» нанесенного хрома. Чтобы покрытие приобрело зеркальную гладкость и стало блестеть, его необходимо отполировать, применяя материалы и составы для ухода за хромированными изделиями – специальную продукцию с авторынка (салфетки, мази и так далее) или используя пасту ГОИ.
Для чего нужен хромовый слой
Нанесение слоя хрома может выполняться для улучшения декоративных характеристик изделия из металла (декоративное хромирование), а также для защиты металлической детали от коррозии и придания ее поверхности большей твердости. Таким образом, за счет хромирования можно не только улучшить механические и декоративные характеристики изделия, но и значительно продлить срок его эксплуатации.
Множество разнообразных хромированных изделий можно встретить как в быту, так и в разных отраслях промышленности. Использование изделий из металла, на поверхность которых нанесен слой хрома, актуально в тех случаях, когда они будут эксплуатироваться в условиях постоянного воздействия агрессивных сред и интенсивного трения.
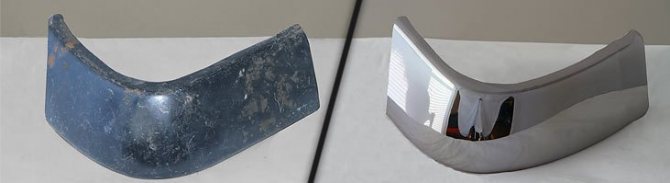
Восстановление хромированного покрытия возвращает былой внешний вид и продлевает срок службы конструкции
В бытовых условиях наиболее активно используются следующие изделия с хромированным покрытием:
- мебельная фурнитура;
- элементы для оформления домашних и офисных интерьеров;
- автомобильные диски и детали транспортного средства;
- сувенирная продукция;
- сантехническое оборудование.
Хромированный бензобак
В промышленности технология хромирования применяется в следующих целях:
- при производстве изделий по порошковой технологии;
- при изготовлении пресс-форм, используемых для изготовления изделий из резины и полимерных материалов;
- при производстве отражателей различного назначения;
- для повышения твердости поверхностного слоя и износостойкости режущего, а также специального измерительного инструмента;
- для придания исключительных декоративных характеристик кузовным и другим деталям транспортных средств;
- для обработки деталей, эксплуатируемых в условиях постоянного трения и негативного воздействия внешней среды (элементы парового оборудования и теплосетей, детали автомобильных двигателей и морских судов).
Промышленная гальваническая линия, предназначенная для нанесения твердого хрома на изделия из сталей и цветных металлов
Хромированные детали отличаются следующими характеристиками:
- высокой устойчивостью к коррозии;
- микротвердостью, показатели которой достигают значений 950–1100 единиц по шкале HV;
- высокой пористостью покрытия, его износо- и жаростойкостью;
- низким коэффициентом трения сформированного покрытия;
- большим разбросом толщины хромового слоя (5–300 мкм и даже более).
Разновидности металлизации по способу взаимодействия металлизируемой поверхности с наносимым металлом (нажмите для увеличения)
Виды хромирования
В современном мире представлено большое количество разновидностей хромирования.
Выделяются следующие виды данного процесса:
Гальваническое хромирование
Данный способ хромирования представляет собой метод нанесения на поверхность металлов или пластмассовых материалов специального покрытия методом использования электрического тока. Благодаря этому достигает оснащение обрабатываемого материала уникальных свойств. Они заключаются в: утолщении поверхности, устойчивости к образованию ржавчины, в приобретении привлекательного внешнего вида. Во время использования гальванического хромирования используется трехслойное нанесение металлического вещества. Из-за того, что хром вступает в реакцию с другими металлами, он оседает на поверхности и придает ей блеск.
Химическое хромирование.
При использовании данного метода хромирования не применяется электрический ток. Весь процесс основан на реакции, которая проявляется между реагентами
При этом очень важно перед обработкой отдельных деталей методом покрытия хромированным составом нанести тонкий слой меди. Для этой цели используется смесь из: сернокислой меди, концентрированной серной кислоты, дистиллированной воды
Для хромирования используется следующий состав: фтористый хром, гипофосфат натрия, охлажденная уксусная кислота, раствор едкого натрия, лимоннокислый натрий, дистиллированная вода.
Хромирование золочение.
Данный вид хромирования подразумевает нанесение на поверхность металлов тонкого слоя золотого металла. Делается это не только для достижения наилучшего декоративного эффекта, но и для защиты материала от появления коррозии. Золочение делает материал более плотным и износостойким.
Методы
Хромирование в домашних условиях возможно осуществить по двум технологиям.
- Первая — в специальном растворе.
- Вторая технология состоит в напылении покрытия с применением гальванической кисти.
Названные способы хромирования деталей значительно отличаются друг от друга с точки зрения осуществления. Так, напыление более трудоемко ввиду того, что поверхность необходимо обрабатывать вручную, однако оно имеет значительные преимущества перед жидким хромированием:
- Оно позволяет контролировать толщину покрытия.
- Такая технология подходит для обработки предметов любых размеров.
- Возможна визуальная оценка качества покрытия.
- Для данного метода обработки можно не демонтировать деталь.

Самодельное устройство для хромирования
Самостоятельно провести хромирование деталей жидким методом проще, однако предельные размеры обрабатываемого предмета определяются величиной используемой емкости. Поэтому данный способ обычно используют для хромирования небольших деталей.
Черное хромирование
Черное хромирование применяется для формирования защитных слоев на деталях, которые должны обладать хорошей теплоотдачей (например, радиаторы) и оптических систем. Черный хромовый слой отличается достаточно небольшой толщиной – 1,5 – 2 мкм. Для защиты металлов от коррозии слой черного хрома комбинируют с молочным. Если деталь изготовлена из цветного металла – толщина подслоя должна составлять не менее 3 – 6 мкм. А если же из черного – не менее 9 мкм.
Черное хромовое покрытие отличается повышенной износостойкостью (в отличие от покрытий, полученных в результате оксидирования или черного никелирования). Оно также обладает хорошей термостойкостью и сохраняет свои свойства до температуры 773К.
Черное хромирование может проводиться в нескольких электролитах. Результат будет равноценным (свойства осажденного гальванического хромового слоя не будут отличаться). Выбор состава электролита диктуется только наличием необходимых материалов.
Приготовление электролита
Отдельно следует рассмотреть технологию изготовления электролита. Для этого требуется хромовый ангидрид и серная кислота с показателем удельной плотности 1,84 г/см3. Количество данных веществ должно составлять на литр 250 г для первого и 2,5 г для второго. Если не предполагаются внешние воздействия на обрабатываемые предметы, возможна концентрация на литр 400 г CrO3 и 4 г H2SO4. Помимо этого нужна дистиллированная, либо кипяченая и отстоявшаяся вода. Также понадобится три емкости различного размера. Они могут быть представлены стеклянной банкой, кастрюлей и утепленной стекловатой или пенопластом коробкой с влагостойкой крышкой. Наконец, нужен термометр.
Водой при 60°С наполняют банку до половины или чуть больше. Сначала засыпают хромовый ангидрид и размешивают до растворения. Далее добавляют серную кислоту, при необходимости долив воду. После этого следует определить содержание хромового ангидрида путем проверки плотности раствора ареометром. Банка с ним помещена в наполненную водой кастрюлю с кипятильником, а кастрюля установлена в коробке. Затем данную смесь выдерживают под током на протяжении 3,5 ч. Мощность его рассчитывают на основе соотношения 6,5 А/1 л. По этой формуле с учетом требуемого количества электролита выбирают источник тока либо наоборот на основе мощности имеющегося устройства готовят определенное количество раствора. По завершении выдержки электролит должен обрести темно-коричневую окраску. Затем его оставляют в прохладном месте на сутки.
Особенности гальванического хромирования
В процессе нанесения гальванического хромового покрытия на поверхности нерастворимого анода происходит интенсивное выделение кислорода, а на катодной поверхности идет выделение водорода, т.к. процесс проводится при низком катодном выходе по току. Газы, выделяющиеся в процессе электролитического хромирования, поднимаются вверх и уносят с собой в вентиляционные каналы капельки электролита. Это приводит к достаточно большим потерям рабочих жидкостей и создает необходимость оборудовать гальванические ванны вытяжными системами. Для улучшения условий труда работников гальванических цехов и уменьшения потерь электролита в него вводят специальный препарат «Хромин». Он уменьшает поверхностное натяжение электролита, за счет чего уменьшаются его потери. Вводить «Хромин» необходимо в точно указанных в инструкции количествах и постоянно контролировать его содержание в электролите
Необходимо также обращать внимание на содержание в препарате фтора, который оказывает разрушающее действие на свинцовую футеровку гальванических ванн гальванического хромирования. Если вместо свинца в качестве футеровочного материала использовать титан – срок службы ванны будет продлен
Присутствие на поверхности электролита (на зеркале ванны) плавающих инертных частиц (например, фторопласта, полиэтилена, полипропилена и т.п.) также приводит к дополнительным потерям рабочего раствора.
Для формирования хромового покрытия на внутренних поверхностях деталей необходимы дополнительные аноды. Их необходимо монтировать так, чтоб они не соприкасались с катодной поверхностью и не являлись препятствием для выхода газов. В качестве материалов для дополнительных анодов может применяться сталь со свинцовым покрытием, чистый свинец и (в некоторых случаях) сталь без какого-либо покрытия.
При монтаже деталей на подвесочное оборудование следует обращать внимание на то, чтоб они не экранировали друг друга и имели достаточно жесткий контакт. Во избежание перегрева подвесок ток должен проходить по элементам с достаточно большим сечением
При прохождении тока выделяется достаточно большое количество тепла, которое влияет на температуру электролита. Чтоб избежать проблем с качеством готового хромового покрытия, необходимо правильно установить степень загрузки гальванической ванны деталями. Соотношение силы тока, который проходит через ванну, к ее объему (объемная плотность тока) не должно превышать 1 А/л.
При гальваническом хромировании водород, выделяющийся на поверхности катода, частично проникает в структуру стали (материала деталей, на которые наносится покрытие) и создает внутренние напряжения. Это может привести к коррозионному растрескиванию деталей. В некоторых случаях внутренние напряжения, возникшие при гальваническом хромировании, могут суммироваться с напряжениями, которые возникли во время подготовительных операций и детали могут потрескаться (особенно, если у них достаточно тонкие стенки). Для того, чтоб со стальных и термообработанных деталей удалить водород, образованный после процесса гальванического хромирования, их в течение 1 – 1,5 часа при температуре 445 — 455К прогревают на воздухе или в масле.
Осуществление
В случае использования технологии жидкого хромирования работы начинают с нагрева электролита до 52±2°С. После анода в него помещают обрабатываемый предмет и ожидают его нагрева до той же температуры. Необходимо учитывать, что равномерность покрытия определяется правильностью расположения предмета и анода. После этого прикрепляют катод и подают ток (оптимальная плотность — 50 — 55 А/дм2), выдерживая деталь так на протяжении от 20 минут (время выдержки определяется визуально в зависимости от особенностей предмета и может составлять 2 — 3 часа). В любом случае толщина покрытия определяется плотностью тока и продолжительностью выдержки.
Деталь, восстановленная хромированием в домашних условиях
По завершении предмет моют и помещают в сушильный шкаф на 2,5 — 3 часа с целью повышения сцепления покрытия с поверхностью и его твердости.
При первом выполнении хромирования желательно предварительно обработать опытный образец.
Порядок хромирования труб
Чтобы выполнить качественное хромирование труб, потребуется промышленная подготовка, так как в домашних условиях химическое хромирование будет сложно выполнить. На производственной площадке нашей компании имеются все необходимые средства и оборудование, для соблюдение промышленной обработки и хромирования труб.
- Подготовка элементов сантехники к работе.
- Для улучшения адгезивных свойств поверхности и соответствующего покрытия проводится газопламенная обработка, если это требуется в соответствии с техничкой картой задания.
- Если была проведена операция с использование газовой горелки, необходимо выполнить обезжиривание поверхности с использованием соответствующего состава.
- Приготовление химических реагентов.
- Активация изделия для увеличения адсорбции изделия (то есть добиваемся качественного схватывания).
- Промывка изделия с использованием раствора на основе дистиллированной воды.
- Нанесение серебряного слоя, не допуская полного высыхания поверхности.
- Процесс сушки нанесенного слоя.
- Для качественного сцепления допускаем адгезивную обработку перед нанесением финишного лака.
Завершающий этап, нанесение финишного покрытия в соответствии с требуемой цветовой гаммы для сантехнических изделий – золото, серебро и т.д.
Примеры наших работ по хромированию сантехнических изделий
Мы принимаем заказы на любые виды сантехнических изделий, которые подвергаются химическому хромированию. В каталоге нашей компании представлены примеры наших работ для сантехнических изделий:
- смесители;
- ванны;
- унитазы;
- биде;
- переходники;
- душевые шланги и т.д.
Вы можете запросить примеры наших работ и получить бесплатную консультацию специалиста нашей компании, который изучит ваш запрос, проведет расчет и предложит оформить договор на оказание услуги. Все работы по хромированию сантехнических изделий осуществляются на основе разработанной технологической карты.












