Трещина в головке блока цилиндров симптомы
Содержание:
- Заделываем трещины в головке и блоке двигателя электросваркой
- Признаки образования трещины
- Как проверить ГБЦ на трещины?
- Как проверить ГБЦ на трещины?
- Ремонт дефектов
- Как обнаружить трещины в блоке цилиндров
- Признаки трещин в головке блока цилиндров
- Почему пробивает прокладку ГБЦ
- Как заделать трещину в блоке цилиндров
- Как заделать трещину в блоке цилиндров
- Причины обрыва бурта цилиндра
- Дефекты деталей клапанного механизма
- Как обнаружить проблему?
- Ремонт трещин ГБЦ на дизеле
Заделываем трещины в головке и блоке двигателя электросваркой
Реанимации подвергаются все трещины, за исключением тех, которые проходят сквозь клапанные гнезда, зеркала цилиндров, а также плоскости прилегания блока и головки. В последнем случае изделие бракуют, в остальных стараются их реабилитировать, этим-то мы сейчас с вами, уважаемые читатели, и займемся.
В самом начале стоит сообщить о том, что существует несколько способов устранения дефектов. Коротко обо всех.
К первому способу можно отнести заделывание трещин с помощью обычной дрели или электросварки.
В случае если блок чугунный, то концы трещины можно засверлить сверлом и зашлифовать их под углом 90 по всей длине кругом, зубилом или каким-нибудь другим приспособлением.
Если вы выбрали ликвидацию трещин с помощью электросварки, то перед началом работы блок необходимо разогреть до 600-650С. Затем с помощью чугунно – медного присадочного прутка диаметром 5 мм и флюса, нужно нанести сплошной ровный слой, который не должен торчать над поверхностью металла более чем на пару миллиметров. После того, как трещина была заварена, блок следует медленно охладить в термошкафу.
Выше предложенный метод является не единственным, вы можете заварить трещину и без подогрева блока, но для этого вам понадобится электросварка.
Можно использовать более доступный способ, если нет под рукой магнитов. Поверхность, где имеется подозрение на трещины, тщательно промывается керосином или любым растворителем для краски. После этого на поверхность наносится жидкая краска и оставляется на 10-15 минут, далее поверхность протирается ветошью и все дефекты становятся заметны невооружённым глазом.
Также нередко используется способ с применением жидкости. Перед тем как залить в канал воду герметично закрываются все отверстия. В канал после воды под давлением закачивается воздух, можно использовать обычный автомобильный компрессор, после чего канал закрывается и блок оставляется на несколько часов. Места, в которых будет проступать вода, и укажут на наличие трещин. Можно и не ждать несколько часов, для этого блок погружается в воду, и пузырьки воздуха укажут на местоположение дефекта. При устранении трещин следует учитывать, что браться за заделку дефектов на гнездах клапанов, на зеркалах цилиндров и не месте соприкосновения блока и ГБЦ самостоятельно не рекомендуется.
Будет полезно: Как проверить давление ТНВД своими руками?
Признаки образования трещины
Существует несколько основных симптомов, при появлении которых следует незамедлительно обратиться в сервис обслуживания. Они могут быть следствием трещин на двигателе или других проблем с автомобилем. Следующие признаки встречаются чаще всего.
- Двигатель стал часто перегреваться. Если образовались трещины, через них может вытекать охлаждающая жидкость, из-за чего и случается перегрев. Иногда причиной также может быть прогар или дефекты прокладок блока цилиндра.
- Неисправность прибора, который контролирует температуру. Затягивание решения этой проблемы может привести к перегреву и деформации двигателя.
- В расширительном бачке появляются воздушные пробки и скачет давление.
- Датчик температуры показывает некорректные данные. Если вы заметили, что стрелка датчика постоянно скачет с высоких показателей на низкие в хаотичном порядке, это может свидетельствовать о постоянных скачках температуры двигателя во время работы.
- Вибрирование двигателя. Это главный признак, по которому можно обнаружить трещины. Если при движении в гору двигатель троит или вибрирует, скорее всего на нём появились дефекты.
Как проверить ГБЦ на трещины?
Если
говорят о трещине в ГБЦ, то совсем необязательно речь идет о серьезном
повреждении. Как правило, на этой детали появляются микротрещины. Их можно
определить такими методами:
- механическая опрессовка;
- сканирование при помощи
ультразвука; - анализ
магниточувствительным оборудованием; - гидроконтроль.
Любой
из этих способов эффективен. С их помощью определяют, в каком именно месте
образовались микротрещины. Увы, далеко не все сервисные центры оснащены специальным
оборудованием. Во многих наличие дефектов определяют при помощи воды или
воздуха.
Расскажем,
в чем суть такой проверки. Внутренняя часть БЦ заполняется водой, а ремонтник наблюдает,
в каком месте сочится жидкость. Если для диагностики применяют воздух,
накачанная им деталь помещается в воду. Разлом определяется появляющимися на
воде пузырьками.

Есть
другой способ найти дефект — при помощи магнитов. Место предполагаемой трещины
определяем заранее. По ее краям устанавливаем 2 магнита. Расстояние между ними
засыпаем металлическими опилками. Если трещина есть, магнитное поле будет
разорвано и опилки сконцентрируются в месте разлома.
Как проверить ГБЦ на трещины?
Если говорят о трещине в ГБЦ, то совсем необязательно речь идет о серьезном повреждении. Как правило, на этой детали появляются микротрещины. Их можно определить такими методами:
- механическая опрессовка;
- сканирование при помощи ультразвука;
- анализ магниточувствительным оборудованием;
- гидроконтроль.
Любой из этих способов эффективен. С их помощью определяют, в каком именно месте образовались микротрещины. Увы, далеко не все сервисные центры оснащены специальным оборудованием. Во многих наличие дефектов определяют при помощи воды или воздуха.
Расскажем, в чем суть такой проверки. Внутренняя часть БЦ заполняется водой, а ремонтник наблюдает, в каком месте сочится жидкость. Если для диагностики применяют воздух, накачанная им деталь помещается в воду. Разлом определяется появляющимися на воде пузырьками.
Есть другой способ найти дефект — при помощи магнитов. Место предполагаемой трещины определяем заранее. По ее краям устанавливаем 2 магнита. Расстояние между ними засыпаем металлическими опилками. Если трещина есть, магнитное поле будет разорвано и опилки сконцентрируются в месте разлома.
Ремонт дефектов
- Перед началом ремонта нужно вырезать кусок металла, по своим размерам соответствующий трещине. Глубина канавки должна быть не менее 8 мм, а форма должна быть клиновидной.
-
Перед тем как заварить головку, ее нужно нагреть до температуры 200 градусов. Для этого можно использовать ацетиленовую горелку, но не паяльник.
- Для ремонта используйте газовую установку с присадочными материалами. Эффективные результаты получаются при аргонно-дуговой сварке. К ГБЦ нужно подключить массу. Дуга должна гореть между головкой и электродом, туда же и следует подложить кусок металла, который будет заделана трещина.
- Когда сварка завершена, шов тщательно зачищаем и еще раз опрессовываем. Если дефектов нет, то поверхность головки нужно отфрезеровать.
Как обнаружить трещины в блоке цилиндров
Далеко не всегда, когда речь идет о трещине в блоке цилиндров, подразумевается серьезный заметный на глаз дефект. Довольно часто это микротрещины, которые можно определить одним из следующих методов:
- Пневматической опрессовки;
- Использования ультразвукового сканирования;
- Применения специализированного магниточувствительного оборудования;
- Гидроконтроля.
Каждый из этих способов позволяет установить, имеются ли микротрещины в блоке цилиндров, и где они конкретно находятся. Чаще всего в сервисных центрах при отсутствии специализированного оборудования для диагностики блока цилиндров используют метод поиска трещины с помощью воды или воздуха.
Суть данного метода проста — внутрь блока цилиндров закачивается вода, и если она просачивается, значит, в этом месте имеется трещина. При использовании воздуха внутрь закачивается воздух, а сама деталь погружается под воду, тем самым по наличию пузырьков на поверхности воды можно будет понять, есть ли трещина.
Обратите внимание: Чтобы точно определить место трещины, можно использовать магниты. Они устанавливаются по краям от предполагаемого раскола блока цилиндров, после чего между ними пространство засыпается проводящими опилками
Если трещина имеется, линии магнитного поля разорвутся, и опилки будут собираться в месте, где находится микротрещина.
Признаки трещин в головке блока цилиндров
В большинстве случаев износ мотора происходит в его верхней части, то есть на головке. Причин, которые влияют на выход из строя блока, множество. Распространенной является перегрев мотора, когда из системы охлаждения полностью вытекает антифриз. Это происходит в результате некорректного затягивания штифтов ГБЦ. Это и неправильная работа устройства регулирования температуры, может стать причиной деформации плоскости ГБЦ.
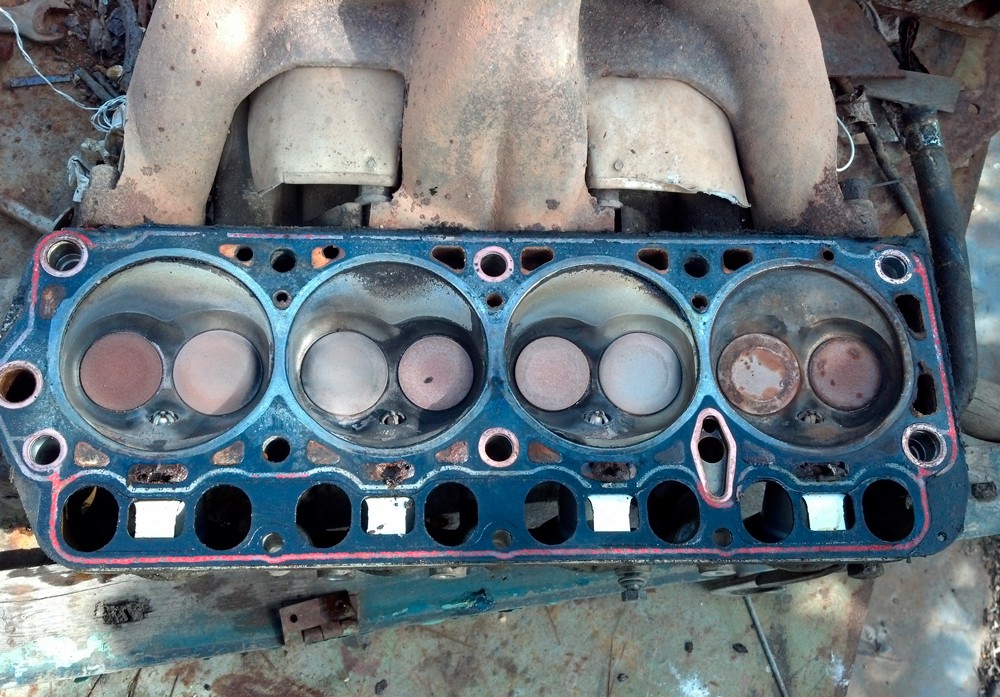
Стрелкой отмечен дефект поверхности
Рассмотрим признаки и симптомы, которые свидетельствуют о появлении трещин на ГБЦ и необходимости ремонта агрегата:
- Моторная жидкость пенится, в ней появляются пузырьки. Если в головке образовалась трещина, в масло может попадать охлаждающая жидкость. В этом случае антифриз будет уходить из расширительного бачка по неизвестной причине. Если нужно постоянно доливать хладагент в систему, это должно насторожить хозяина машины. В этом случае в расширительном бачке антифриза будет образовываться масляная пленка — это точный симптом появления микротрещины в головке двигателя. При такой неисправности в теплую погоду температура мотора будет то падать, то подниматься. Этот признак не распространенный, но если заметили, что стрелка на датчике температуры то опускается, то опять поднимается, то это должно насторожить.
- Троение двигателя. ДВС очень вибрирует, особенно при езде в гору. Этот симптом является следствием образования микротрещины. Если в него попадает антифриз, а масло не пенное, то есть другой способ вычислить неисправность. Для этого нужно демонтировать свечу и посмотреть на нее: если на свече есть жидкость, то вытрите ее пальцем и приложите на язык. Любой антифриз имеет сладковатый привкус. Если это так, то на головке блока вашего авто образовалась трещина.
Дефект на ГБЦ
- Моторная жидкость уходит, ее постоянно нужно доливать. В этом случае по антифризу вычислить трещинку не выйдет. Если щель появилась рядом с направляющей втулкой впускного клапана, то при работе двигателя масло будет затягивать в цилиндр. Если во впускной клапан будет попадать ОЖ, то при долгой езде она в буквальном смысле слова отмоет поршни до идеальной чистоты. Проверить это легко: открутить свечи и посмотреть на состояние поршней.
- Кипение ОЖ. Заметили, что антифриз постоянно кипит, откройте капот и крышку расширительного бачка. Долейте столько жидкости, сколько ни хватало и заведите мотор. Если антифриз сразу начнет кипеть, то сомнений в неисправности быть не должно.
Загрузка …
Почему пробивает прокладку ГБЦ
Автовладельцы часто спрашивают, почему прокладка ГБЦ не выдерживает и повреждается. Выделим основные причины.
Перегрев
Чаще всего прокладка ГБЦ прогорает из-за перегрева двигателя, поэтому важно на ранней стадии определить неисправность и устранить ее. Из-за изменения температурного режима крышка блока «уходит» и ухудшается контакт между участками мотора
Результат — отсутствие герметичности силового агрегата с последствиями для прокладки.
Как правило, такой проблеме подвержены ГБЦ из алюминия. Чугунная головка (устанавливается на дизельных моторах) более стойка к температурным перепадам. Но она может деформироваться или повредиться.
Действие температуры часто приводит к деформации самой прокладки, из-за чего нарушается герметичность системы.
Неправильное усилие при затяжке болтов ГБЦ
При сборке двигателя важно знать точный момент протяжки болтов, удерживающих головку на блоке цилиндров. Увеличение или уменьшение этого параметра может привести к разрушению или ухудшению герметичности соответственно
Во втором случае ГБЦ и БЦ неплотно прилегают друг к другу, из-за чего газы с атмосферным воздухом проходят в имеющиеся отверстия и разрушают прокладку.
Во избежание таких последствий необходимо закручивать болты с помощью динамометра и четко следовать инструкции производителя.
Не менее важный момент — соблюдение последовательности вкручивания. Подробные сведения по выполнении работы приведена в инструкции к автомобилю.
К примеру, на ВАЗ используются следующие правила:
- Сначала вкручиваются центральные болты, а потом — по диагонали.
- Усилие составляет 3 кг*с, а после дотягиваются до 6 кг*с и 9-10 кг*с.
В 8 из 10 случаев причина пробитой прокладки — несоблюдение правил протяжки в вопросах момента, последовательности и иных нюансов.
Поэтому обязательно прочитайте про правильную затяжку головки блока цилиндров и с каким усилием это нужно делать.
Низкокачественный материал
При покупке прокладки выбирайте товары в проверенных магазинах.
Изделия бывают следующих видов:
- Многослойные из стали. Содержат от двух до пяти слоев. На поверхности обработаны силиконом для окантовки каналов.
- Композитные. Старая технология, которая почти не применяется. В основе лежит асбест и графит, а поршневую часть окружают кольца из стали.
- Медные. Отличаются высокой степенью надежности, используются на некоторых видах авто.
- Эластомерные. Изготовлены из стали с нанесением на поверхность пластичного материала. На газовых стыках предусмотрены кольца из стали, а ходы имеют окантовку герметиком.
- Безасбестовые. Изготавливаются с применением более современных материалов.
Стоимость прокладки ГБЦ не слишком велика, поэтому на этом не рекомендуется сильно экономить, так как такая экономия может потом дорого обойтись.
Места прогорания прокладок ГБЦ
Дополнительные причины
Выделяется и ряд дополнительных факторов, почему может перегореть прокладка:
- Естественное старение.
- Нарушение процесса сжигания горючего. Чаще всего проблемы возникают в головке, на которой возникают трещины. ГБЦ, как правило, имеет алюминиевую основу. При нагреве происходит быстрое расширение, и головка надавливает на прокладку. Последняя не выдерживает и повреждается.
- Повышенная температура в камере сгорания из-за неправильного угла зажигания и т. д.
Автовладелец должен понимать разницу между «пробоем» и «прогаром». В первом случае имеет место серьезное повреждение прокладки или ее элементов, а во втором — несущественные нарушения целостности, которые иногда не удается отыскать на поверхности.
Как заделать трещину в блоке цилиндров
В зависимости от масштаба повреждения, можно использовать различные способы ремонта блока цилиндров. Стоит отметить, что в некоторых случаях целесообразнее произвести замену блока, а не его ремонт.
Методом сварки
Самый распространенный способ заделывания трещины в блоке цилиндров. При этом сваривание блока цилиндров достаточно сложная работа, поскольку предполагает четкое соблюдение технологического регламента. Если допустить ошибки при сварке, в процессе работы двигателя шов разойдется и проблема вернется.
При сварке изначально происходит засверливание концов трещины на блоке цилиндров. Это необходимо сделать, чтобы избежать вероятности распространения трещины. Засверливание и дальнейшая шлифовка проводятся под углом в 90 градусов.
Далее начинается сам процесс сварки. Для этого блок цилиндров нужно разогреть до 650 градусов по Цельсию, после чего с помощью присадочного чугунно-медного прута и флюса накладывается сплошной шов. Далее деталь постепенно охлаждается в термошкафу.
Важно: Нельзя резко охладить деталь, иначе это приведет к разрыву шва. Стоит отметить, что можно выполнить сварку блока цилиндров не разогревая его
Для этого стоит воспользоваться электрической сваркой и медными электродами в жестяной обертке. По окончанию работ наложенный шов обязательно необходимо обезжирить при помощи ацетона или специальных составов. Поверх шва далее нужно нанести слой эпоксидной пасты шпателем. Далее деталь нужно “подсушить”, оставив ее при комнатной температуре на 24 часа, чтобы эпоксид полностью засох. Завершающая стадия — шлифовка обработанного шва
Стоит отметить, что можно выполнить сварку блока цилиндров не разогревая его. Для этого стоит воспользоваться электрической сваркой и медными электродами в жестяной обертке. По окончанию работ наложенный шов обязательно необходимо обезжирить при помощи ацетона или специальных составов. Поверх шва далее нужно нанести слой эпоксидной пасты шпателем. Далее деталь нужно “подсушить”, оставив ее при комнатной температуре на 24 часа, чтобы эпоксид полностью засох. Завершающая стадия — шлифовка обработанного шва.
Методом наложения эпоксида и стеклоткани
Простой способ, который позволяет устранить незначительные трещины на поверхности блока цилиндров. Метод подразумевает создание на поверхности трещины дополнительного слоя, выполненного из эпоксидной пасты и стеклоткани.
Для заделывания трещины данным способом предварительно нужно хорошо обезжирить поверхность, чтобы накладываемые составы лучше “прижились”. Далее поочередно накладывается несколько слоев эпоксидной пасты и несколько слоев стеклоткани. Последним слоем должен быть именно эпоксид.
Методом SEAL-LOCK
Довольно трудоемкий современный способ устранения трещин блока цилиндров. Его явное преимущество — возможность проводить работы без сварки и без демонтажа самого двигателя. Суть метода заключается в заполнении имеющихся трещин мягким металлом.
Выполняется работа следующим образом:
-
Первым делом нужно локализовать повреждение. Трещина с краев засверливается;
- После этого поперек трещины высверливаются отверстия с предусмотренным технологией шагом. В данные дырки помещаются стяжки-скобы, связывающие края трещины. Подбирать скобы следует исходя из вида раскола. На станциях технического обслуживания обычно имеются самые распространенные скобы по длине и форме, при необходимости они могут быть выполнены на заказ для конкретного разлома;
- Между установленными скобами просверливается отверстие и выполняется при помощи специального метчика нарезка конусной резьбы;
- Для устранения окисной пленки выполняется обработка полученного отверстия;
- Заглушка-конус закручивается в образованное резьбовое отверстие;
- Следом нужно подпилить “лишнюю” часть заглушки, которая возвышается над площадью поверхности блока цилиндров. После обязательно “докрутить” при помощи специальных инструментов заглушку посильнее, в результате чего подпиленная область обломается;
- Далее нужно выступающие остатки заглушки зашлифовать;
- После этого переходят к высверливанию следующего отверстия, которое должно частично перекрывать прошлое отверстие с установленной заглушкой. Таким образом заполняется заглушками вся трещина;
- Образованный данными заглушками шов после окончания работ нужно обязательно дополнительно спрессовать, чтобы он более надежно фиксировал разрыв.
В отличие от метода ремонта путем сварки шва, способ SEAL-LOCK позволяет получить более надежный шов, который не восприимчив к температурным перепадам.
(128 голос., средний: 4,47 из 5)
Как заделать трещину в блоке цилиндров
В зависимости от масштаба повреждения, можно использовать различные способы ремонта блока цилиндров. Стоит отметить, что в некоторых случаях целесообразнее произвести замену блока, а не его ремонт.
Методом сварки
Самый распространенный способ заделывания трещины в блоке цилиндров. При этом сваривание блока цилиндров достаточно сложная работа, поскольку предполагает четкое соблюдение технологического регламента. Если допустить ошибки при сварке, в процессе работы двигателя шов разойдется и проблема вернется.
При сварке изначально происходит засверливание концов трещины на блоке цилиндров. Это необходимо сделать, чтобы избежать вероятности распространения трещины. Засверливание и дальнейшая шлифовка проводятся под углом в 90 градусов.
Далее начинается сам процесс сварки. Для этого блок цилиндров нужно разогреть до 650 градусов по Цельсию, после чего с помощью присадочного чугунно-медного прута и флюса накладывается сплошной шов. Далее деталь постепенно охлаждается в термошкафу.
Важно: Нельзя резко охладить деталь, иначе это приведет к разрыву шва. Стоит отметить, что можно выполнить сварку блока цилиндров не разогревая его
Для этого стоит воспользоваться электрической сваркой и медными электродами в жестяной обертке. По окончанию работ наложенный шов обязательно необходимо обезжирить при помощи ацетона или специальных составов. Поверх шва далее нужно нанести слой эпоксидной пасты шпателем. Далее деталь нужно “подсушить”, оставив ее при комнатной температуре на 24 часа, чтобы эпоксид полностью засох. Завершающая стадия — шлифовка обработанного шва
Стоит отметить, что можно выполнить сварку блока цилиндров не разогревая его. Для этого стоит воспользоваться электрической сваркой и медными электродами в жестяной обертке. По окончанию работ наложенный шов обязательно необходимо обезжирить при помощи ацетона или специальных составов. Поверх шва далее нужно нанести слой эпоксидной пасты шпателем. Далее деталь нужно “подсушить”, оставив ее при комнатной температуре на 24 часа, чтобы эпоксид полностью засох. Завершающая стадия — шлифовка обработанного шва.
Методом наложения эпоксида и стеклоткани
Простой способ, который позволяет устранить незначительные трещины на поверхности блока цилиндров. Метод подразумевает создание на поверхности трещины дополнительного слоя, выполненного из эпоксидной пасты и стеклоткани.
Для заделывания трещины данным способом предварительно нужно хорошо обезжирить поверхность, чтобы накладываемые составы лучше “прижились”. Далее поочередно накладывается несколько слоев эпоксидной пасты и несколько слоев стеклоткани. Последним слоем должен быть именно эпоксид.
Методом SEAL-LOCK
Довольно трудоемкий современный способ устранения трещин блока цилиндров. Его явное преимущество — возможность проводить работы без сварки и без демонтажа самого двигателя. Суть метода заключается в заполнении имеющихся трещин мягким металлом.
Выполняется работа следующим образом:
- Первым делом нужно локализовать повреждение. Трещина с краев засверливается;
- После этого поперек трещины высверливаются отверстия с предусмотренным технологией шагом. В данные дырки помещаются стяжки-скобы, связывающие края трещины. Подбирать скобы следует исходя из вида раскола. На станциях технического обслуживания обычно имеются самые распространенные скобы по длине и форме, при необходимости они могут быть выполнены на заказ для конкретного разлома;
- Между установленными скобами просверливается отверстие и выполняется при помощи специального метчика нарезка конусной резьбы;
- Для устранения окисной пленки выполняется обработка полученного отверстия;
- Заглушка-конус закручивается в образованное резьбовое отверстие;
- Следом нужно подпилить “лишнюю” часть заглушки, которая возвышается над площадью поверхности блока цилиндров. После обязательно “докрутить” при помощи специальных инструментов заглушку посильнее, в результате чего подпиленная область обломается;
- Далее нужно выступающие остатки заглушки зашлифовать;
- После этого переходят к высверливанию следующего отверстия, которое должно частично перекрывать прошлое отверстие с установленной заглушкой. Таким образом заполняется заглушками вся трещина;
- Образованный данными заглушками шов после окончания работ нужно обязательно дополнительно спрессовать, чтобы он более надежно фиксировал разрыв.
В отличие от метода ремонта путем сварки шва, способ SEAL-LOCK позволяет получить более надежный шов, который не восприимчив к температурным перепадам.
Причины обрыва бурта цилиндра
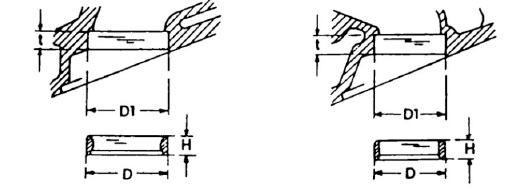
Обрыв бурта цилиндра — кошмар, знакомый каждому мастеру по ремонту двигателей. В блок цилиндров двигателя устанавливается новая гильза цилиндра. Головка собрана, болты затянуты — и вдруг раздается легкий щелчок. Причина странного звука выясняется при последующем демонтаже: произошел обрыв бурта гильзы цилиндра по всему периметру, который абсолютно не закреплен. Если его вынуть, будет видно, что излом произошел ниже поверхности прилегания под углом около 30°. Структура излома грубая. Кроме того, никаких дефектов материала или литья не видно даже при помощи лупы или микроскопа. Такая картина типична для статического излома при разовой нагрузке.
Дефекты деталей клапанного механизма
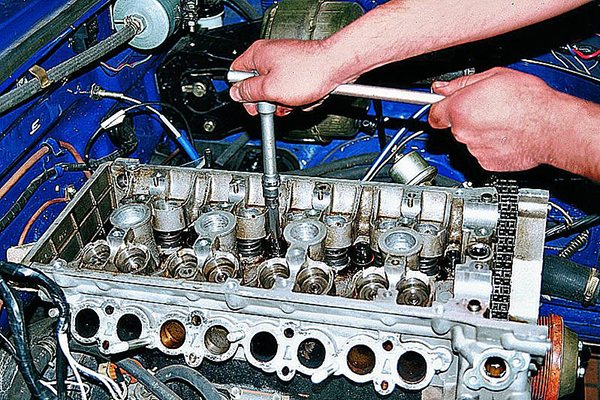
После визуального осмотра и описанных выше проверок ГБЦ для диагностики неисправностей клапанного механизма контролируется диаметр отверстий и высота направляющих втулок, биение торцевой стороны тарелки клапанов, высота установленных клапанов, высота стержня клапанов.
Наиболее частые дефекты клапанов (их вероятные причины):
- дефекты опорной поверхности (слишком большое прижимное усилие пружины клапана, превышение максимально допустимой частоты вращения коленчатого вала, перегрев двигателя, применение деталей из материалов, не совместимых с неэтилированным бензином);
- образование «чашки» на головке клапана (перегрев двигателя наряду с чрезмерно сильным прижимным усилием пружины клапана или высокой скоростью посадки головки клапана в седло);
- заклинивание стержня в направляющей клапана (слишком малый зазор между стержнем клапана и направляющей втулкой; чрезмерное загрязнение масла; перегрев двигателя; неправильная настройка выпускного клапана);
- поломка стержня клапана (сильный износ направляющей и, как следствие, неравномерная посадка клапана в седле; чрезмерный износ направляющей втулки приводит также к повышенному расходу масла, росту объема вредных эмиссий, что увеличивает опасность повреждения седла);
- механическое повреждение (контакт с поршнем или другим компонентом клапанного механизма; слишком большое прижимное усилие пружины клапана; сильный износ направляющей втулки);
- облом торца клапана (неправильная настройка клапанного механизма в результате установки изношенных сухарей и других компонентов);
- нагар на головке клапана (слишком раннее зажигание, попадание масла в камеру сгорания).
Со временем в процессе эксплуатации материал клапана вырабатывается, в результате изменяется геометрическая форма детали, что приводит к различным нарушениям нормальной работы клапанного механизма. Последствия незначительного износа устраняют шлифованием клапана. Сильно изношенную деталь заменяют.
При осмотре пружин клапанов проверяются следующие параметры:
- отклонение от перпендикулярности (не должно превышать 1,0 мм на каждые 25, 4 мм. длины пружины);
- максимальное отклонение свободной длины пружин в наборе (не должно превышать 1,5 мм).
Пружины клапанов не должны иметь повреждений, следов коррозии, обрыва или общих признаков износа. Притертые концы пружины указывают на работу с вибрацией или вращением в результате ее малой длины или недостаточной жесткости. Такую пружину следует заменить.
Наиболее частые дефекты седел клапанов — отклонение от определенных заводом-изготовителем величин углов и ширины кромок. От этих параметров, в первую очередь, зависят угол посадки, площадь контакта и, в конечном итоге, плотность прилегания головки клапана. Направляющая втулка клапана напрямую влияет на точность посадки головки клапана в седле.
Обязательным условием эффективной работы клапанной системы является обеспечение концентричности (соосности) четырех ее элементов — головки и стержня клапана, седла и направляющей втулки.
Как обнаружить проблему?
Поскольку далеко не во всех ситуациях наличие трещин в блоке цилиндров может сопровождаться ощутимыми и видимыми глазу последствиями, определить наличие микротрещин можно посредством таких методов:
- Пневматической опрессовкой;
- С использованием магниточувствительного оборудования;
- С помощью ультразвукового сканирования;
- Гидроконтролем.
Благодаря каждому из вышеперечисленных способов, удается быстро установить микротрещины в блоке цилиндров и их конкретное месторасположение. Чаще остальных в специализированных сервисных центрах обнаружение проблемы производят путем введения воды или воздуха внутрь блока цилиндров. Если вода просачивается, значит, в диагностируемом месте имеет место быть трещине. Если же диагностика проводится с использованием воздуха, то распознать трещины можно по наличию пузырьков на поверхности воды.
Как устранить трещины?
О того, насколько велика образовавшаяся трещина, во многом и зависит способ ее устранения. Но в некоторых ситуациях благоразумно и вовсе произвести полную замену блока, так как частичный ремонт не позволит добиться желаемого результата. Исходя из вышесказанного устранить трещины в блоке цилиндров можно следующими способами:
- Методом сварки;
- Методом наложения эпоксида и стеклоткани;
- Методом SEAL-LOCK.
Что касается последнего, то он достаточно трудоемкий, однако при этом дает возможность заделать трещины без применения сварки, исключая при этом демонтаж мотора. Суть такого метода основана на устранении трещин, путем заполнения их мягким металлом.Подробнее о том, как заделывать трещины в блоке цилиндров в этом видеоролике:
Опубликовано:
11 июля 2018
Ремонт трещин ГБЦ на дизеле
Способов устранения разломов много — все зависит от объема повреждения. В некоторых случаях блок лучше полностью заменить, чем пытаться его отремонтировать. Если повреждена гильза, то ее тоже меняют. Но здесь мы будем говорить о том, что делать, если деталь нужно именно отремонтировать.
Подготовка
Прежде всего дефект чугунного блока нужно зафиксировать. При помощи фрезы или отрезного абразивного круга на трещине проделываем канавку. Ее глубина не должна превышать 2 мм. Чтобы разрыв «не расползался», засверливаем его по краям. Также трещину прихватываем штифтами или сваркой. Прихватку нужно сделать минимум в 2 местах.
Теперь обрабатываемой поверхности нужно придать необходимую для сцепления шероховатость. Лучше всего подойдет абразивный состав К-00-04-16. Абразивный порошок наносим на поверхность под давлением, пока не будет достигнута нужна степень адгезии. Для этого применяем абразивоструйный аппарат СД-6. Использовать его нужно на третьем режиме.
Сварка
Этот способ – самый распространённый, но важно чётко соблюдать регламент. Если при сварке допустить ошибку, при работе мотора швы разойдутся
Перед сваркой засверливаем концы разлома — так предотвратим его «расползание». Засверливаем под углом 90 градусов.
БЦ предварительно разогреваем до 650 градусов. Потом накладываем сварочный шов. В качестве присадки используем чугунный прут. Потом остужаем разогретую сваркой деталь. Охлаждение должно быть постепенным, иначе шов разорвется. Заваривание шва должно быть на холодной детали. Сварка проводится медными электродами в железной обертке. Наложенный шов обрабатываем эпоксидной пастой — для этого лучше использовать шпатель. Шов подсушиваем при комнатной температуре. По завершении работ шов шлифуем.
SEAL-LOCK
Трещина в ГБЦ может быть заделана и этим, надо сказать, довольно непростым способом. Плюс способа в том, что никакой сварки и даже снятия двигателя не требуется. Разломы заделываются металлом.
Прежде всего трещину надо локализовать, рассверлив по краям. Затем вдоль трещины с разных сторон делаем несколько отверстий, в которые помещаем скобы для стяжки. Стягивающие скобы есть разных видов. Они отличаются как по длине, так и по форме. На СТО их могут сделать и под заказ, если того потребует конфигурация разлома.
Между установленными скобами при помощи дрели делаем отверстие. Метчиком в нем нарезаем резьбу. Полученное резьбовое отверстие обрабатываем специальной жидкостью для предотвращения окиси. После этого вкручиваем металлическую заглушку — такую можно купить на СТО. Она сделана из специального металла, вступающего в активный контакт с металлом БЦ. На той части заглушки, которая после вкручивания остаётся на поверхности, делаем подпил. В этом месте ее легко сломать. Выступающую часть аккуратно зашлифовываем.
Затем делаем следующее отверстие и повторяем процедуру. Процесс продолжаем до тех пор, пока вся трещина не окажется заполнена заглушками. По завершении работ образуется шов. Его спрессовываем дополнительно – это нужно для ликвидации оставшихся пустот. Для этого используем пневматический молоток. В результате получится прочный шов, намного качественнее сварочного. Его преимущества:
- перепады температуры ему не страшны;
- прочность;
- отсутствие напряжения металла.
Наложение эпоксида
Суть этого способа в том, что на поверхности разлома появляется слой из стекловолокна и эпоксидной смолы. Сначала обрабатываемый участок обезжириваем для лучшей «приживаемости» состава. Затем по очереди накладываем эпоксидку и стекловолокно. И то, и другое кладём в несколько слоев, но завершающим слоем должна быть эпоксидная смола.
Способов заделать разлом в БЦ много — как простых, так и сложных. Но выбирать вариант устранения проблемы нужно, исходя из степени повреждения.
Превышение допустимой разности температур
«Рукотворное» механическое воздействие
Типичные места образования трещин в ГБЦ
Признаки наличия трещин
Как можно проверить?
Диагностика при помощи жидкости
Ремонт повреждений своими руками
В каких случаях нужна замена?
Подготовка головки для сварки
Сварка головки блока цилиндров
Эпоксидная паста и заплатка из стеклоткани
Видео «Ремонт трещин ГБЦ своими руками»
Комментарии и Отзывы